ПРОДУКТЫ





гальванизированный трансформатор сварки листов MF6160
Для всех видов сварочных аппаратов сопротивления промежуточной и промышленной частоты.
Например, автомобильный сварочный зажим, машина для сварки швов, машина для сварки сетки и так далее.
гальванизированный трансформатор сварки листов MF6160
Применение

Применяется для всех типов средних и рабочих частот
Сопротивление сварочных машин. Например, автомобильные сварочные приспособления,
Сварочные машины, сетевые сварочные машины и т.д.
Введение
Трансформаторы средней частоты (MF) являются результатом последних достижений в технологии сварки сопротивления.
Они питаются транзисторным инвертором, подающим квадратную волну переменного тока 500 в @ 1000 гц, которая преобразуется
С помощью трансформатора мф к низковольтному высоковольтному переменному току
Блок диодов, встроенный в трансформатор. Более высокая частота работы системы MF позволяет работать эффективно
Преобразование энергии с помощью меньшего и легкого трансформатора. Другие преимущества использования трансформаторов MF
Портативные и роботизированные сварочные пушки: восприимчивость сварочного цикла ограничивает только наклон вверх и вниз
Наклон сварочного тока, в то время как пиковый сварочный ток ограничен только сопротивления сварочного цикла.
Чистый результат снова меньше трансформатора, особенно при сварке с большим горлом, высокоимпульсных пистолетов.
MF сварка менее требовательна для энергетической системы станции. MF инвертор отображает сбалансированную линию тока от
Все 3 фазы и работает с высоким коэффициентом мощности (0,9). С MF трансформаторы пикового тока сварки почти
Равен его RMS-значению, которое помогает получить качественные сварные швы без брызг и константопрочность даже при более низком уровне
На меня давят. Высокая частота позволяет значительно быстрее — 1000 раз в секунду — управление процессом, что опять же приводит к результатам
В лучшем качестве сварки.
| ТИП / TYPE | Unit | MF6160 | MF170-3G | MF130 | MF170 | MF220 | MF225 | ||
|
первичное номинальное напряжение /primary nominal voltage |
v | 500 | 500 | 500 | 500 | 500 | 500 | ||
| Частота/ frequency | Hz | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | ||
| Номинальная мощность при 20% ЭД/ nominal power at 20%ED | kVA | 170 | 170 | 130 | 170 | 220 | 350 | ||
| Номинальная мощность при 50% ЭД/ nominal power at 50%ED |
kVA | 105 | 105 | 85 | 105 | 150 | 225 | ||
| Номинальная мощность при 100% ЭД/ nominal power at 100%ED |
kVA | 75 | 75 | 58 | 75 | 117 | 170 | ||
| вторичное напряжение/ secondary voltage | V | 9 | 9 | 9 | 9 | 13 | 13 | ||
|
Постоянный ток 100% / permanent DC current 100% |
A | 8500 | 8500 | 6500 | 8500 | 9000 | 13000 | ||
| ток короткого замыкания/ short-circuit current | KA | 38 | 38 | 32 | 38 | 45 | 55 | ||
| отношение числа витков/ turns ratio | N1/N2 | 55:1 | 55:1 | 55:1 | 55:1 | 38:1 | 38:1 | ||
| Вес / weight | kg | 20 | 20 | 15 | 20 | 25 | 40 | ||
| Температурный переключатель / temperature switch | 2 x 150 °C, 1 x 70 °C 温度开关 (热保) /Temperature switch |
||||||||
| Класс изоляции /insulation class | F(155°C) | ||||||||
| вихретоковое тестирование/ eddy current testing | 150mV/KA±3% | 150mV/KA±3% | 150mV/KA±3% | 150mV/KA ±3% | - | 150mV/KA±3% | |||
| размер/ size | mm | 171.5×127×295 | 160*130*256 | 150*106*276+82 | 160X125X262 | 160×125×318 | 171.5*151*450 | ||
| Охлаждающая вода quant. Q/ cooling water quant. Q Tmax. 30℃ | I/ min | 8 | 8 | 8 | 8 | 12 | 12 | ||
| Падение давления/ pressure drop p (Q=6l / min ) | Mpa | <0.2 | <0.2 | <0.2 | 160X125X262 | <0.1 | <0.1 | ||
|
Примечание: Режим вывода электродов можно регулировать по мере необходимости.Встроенный () выпрямитель. |
2 | 2 | 2 | 2 | 4 | 4 | |||
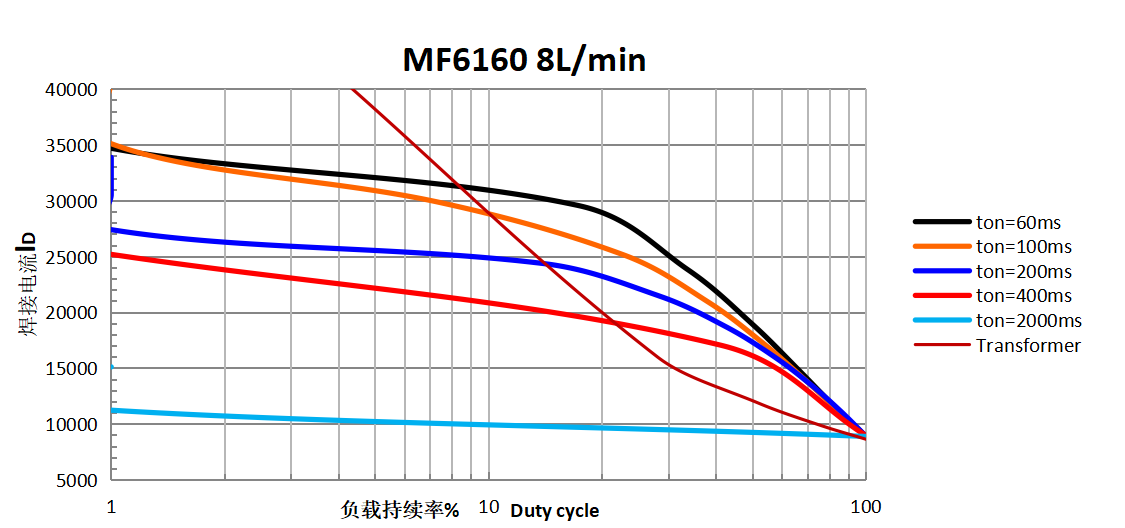
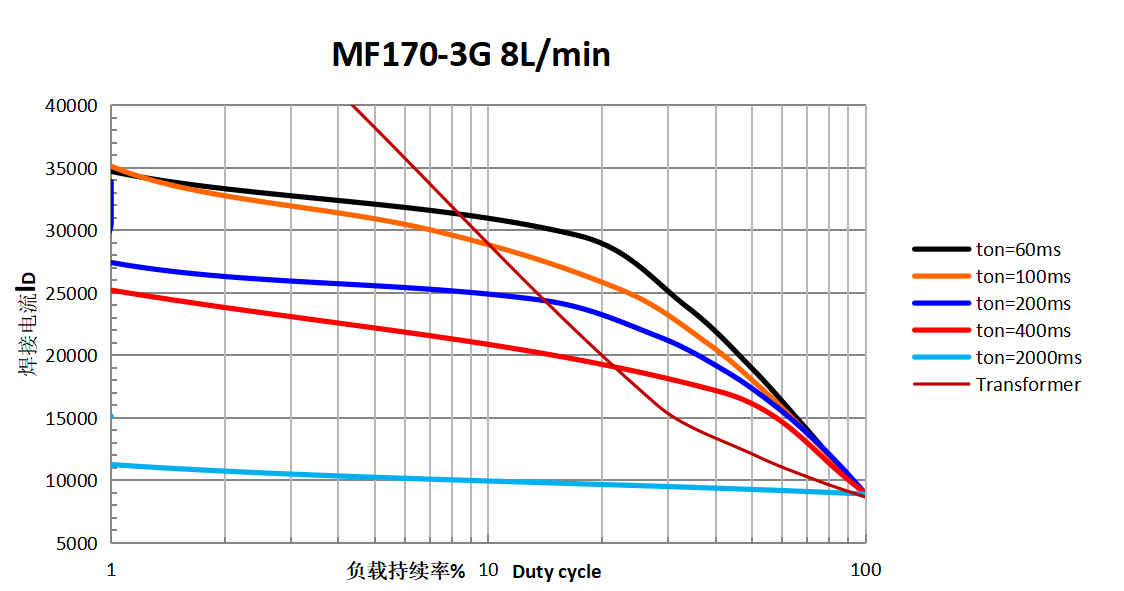
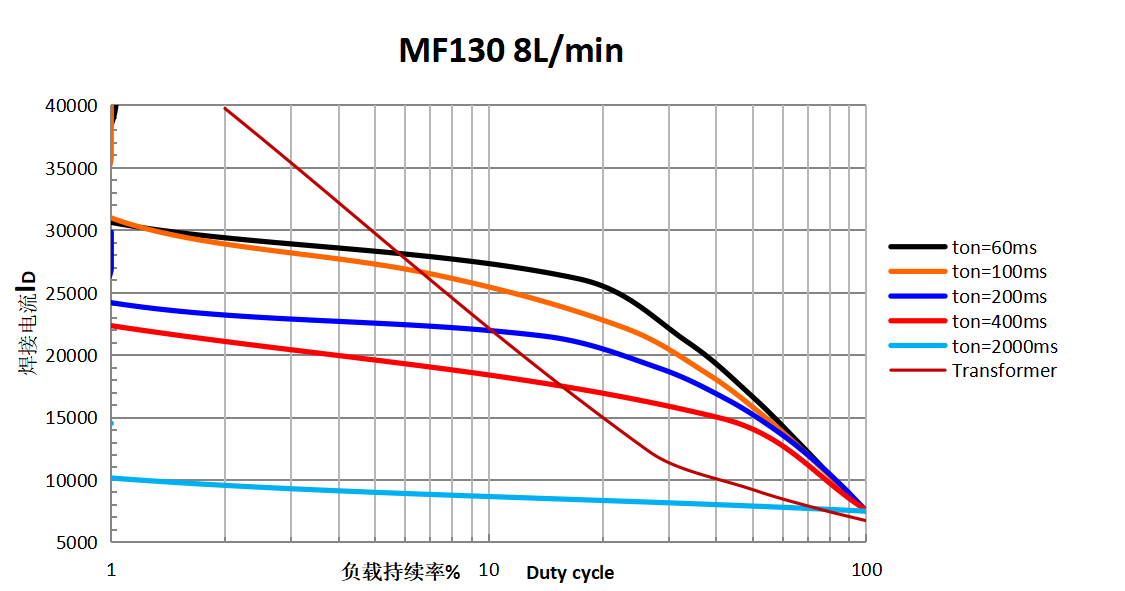
负载持续率图表 Таблица выносливости при нагрузках
| ТИП | ||
| MF6160 |
Диаграмма нагрузки Load diagram |
 |
|
|
||
| MF170-3G |
Диаграмма нагрузки Load diagram |
 |
|
|
||
| MF130 |
Диаграмма нагрузки Load diagram |
 |
|
|
||
| MF170 |
Диаграмма нагрузки Load diagram |
|
|
|
||
| MF220 |
Диаграмма нагрузки Load diagram |
|
|
|
||
| MF225 |
Диаграмма нагрузки Load diagram |
|
|
|
ПРИМЕЧАНИЕ:
Если вторичное соединение и вторичное напряжение необходимо отрегулировать, обратитесь к производителю.
Коэффициент заполнения диодов: от начала одной сварки до начала следующей сварки (от точки к точке)
Трансформатор коэффициента заполнения: все время сварки в течение 60 с.
NOTE:
If the secondary connection and secondary voltage need to be adjusted , please contact Manufacture
Duty factor diodes:from the beginning of one welding time to the beginning of the next welding (Spot to Spot)
Duty factor transformer:all welding time within 60s